а затем старению (нагрев до 230° ± 5° С, выдержка в течение 4— 6 ч и охлаждение на воздухе). Твердость, получаемая при этом, НВ 100—130. Поршни, изготовленные из отливок, не прошедших термообработку, с течением времени коробятся под действием внутренних сил, и полученные размеры изменяются.
Обработку поршня нужно вести в определенной последовательности. Ниже приведен один из возможных технологических процессов слесарно-механической обработки.
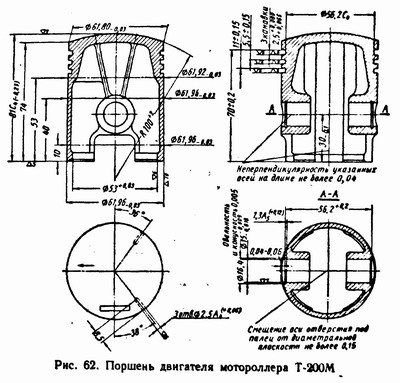
Слесарно-механическая обработка поршня мотороллера Т-200М
Все размеры отнесены к номинальному поршню. 1-я операция — токарная (рис. 63, а):
а) зажать отливку в трехкулачковый патрон и выверить по внутренней поверхности, добиваясь минимального биения;
б) подрезать торец юбки, выдерживая размер 30 мм от оси бобышек поршневого пальца;
в) расточить посадочный поясок юбки до 0 53+ооо мм;
г) обточить предварительно наружную поверхность до Д=63,5 мм,
Д) обрезать заготовку поршня длиной 85 мм.
Добавить комментарий
Для отправки комментария вам необходимо авторизоваться.